"Bump" Lathe Centering Tool
I made this little centering tool for the lathe a few years ago after seeing one on Frank Ford's excellent website, and heeding his advice to not delay in making one. It is used for "bumping" a workpiece into alignment on a lathe.
It makes use of a curious property of a lathe, that any contact with the surface of the work whilst it is rotating, naturally bumps it onto the axis of the spindle. Clock and watch makers have been doing a similar thing with pegwood and shellac for centuries. I have also seen many old school turners simply clamp a piece of rounded stock in the toolpost, and achieve the same result.
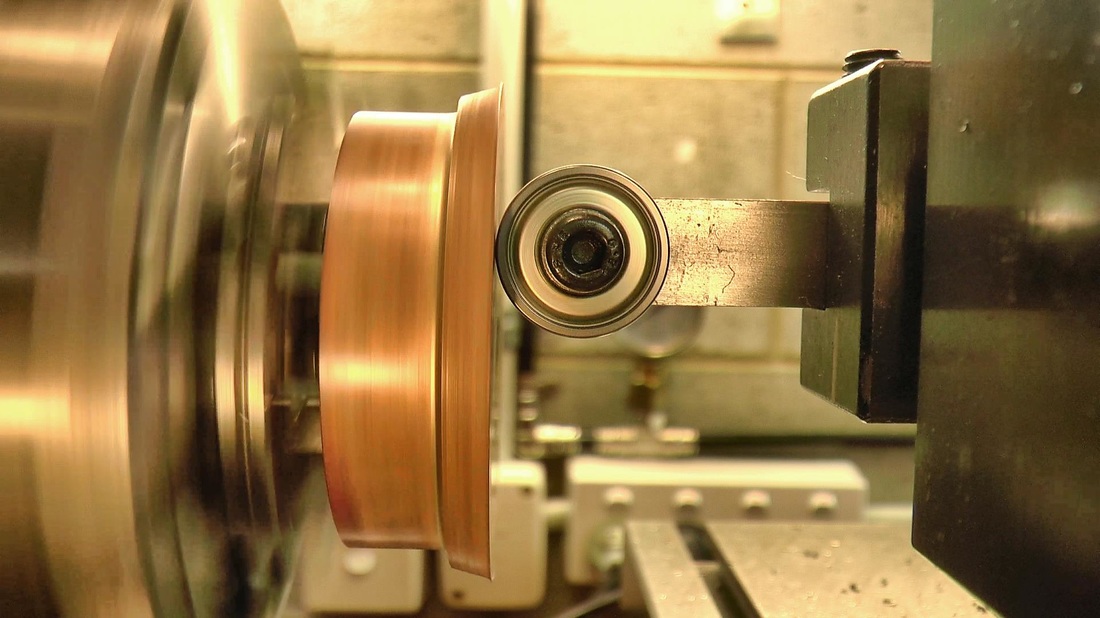
The work is lightly chucked, and then set rotating at a modest rpm. The tool is brought into light contact with the work, and then like magic, is bumped into alignment. The bearings simply ensure that the marking of the work is minimized. The chuck is then fully tightened to secure the work. The tool works for aligning from the side, as well as the front (ie a disc shaped work-piece), and is a truly indispensable little accessory for the lathe.
It makes use of a curious property of a lathe, that any contact with the surface of the work whilst it is rotating, naturally bumps it onto the axis of the spindle. Clock and watch makers have been doing a similar thing with pegwood and shellac for centuries. I have also seen many old school turners simply clamp a piece of rounded stock in the toolpost, and achieve the same result.
The work is lightly chucked, and then set rotating at a modest rpm. The tool is brought into light contact with the work, and then like magic, is bumped into alignment. The bearings simply ensure that the marking of the work is minimized. The chuck is then fully tightened to secure the work. The tool works for aligning from the side, as well as the front (ie a disc shaped work-piece), and is a truly indispensable little accessory for the lathe.

|

|
I constructed this before I started making videos, so I don't have any build pics to show you, but it is relatively straight forward.
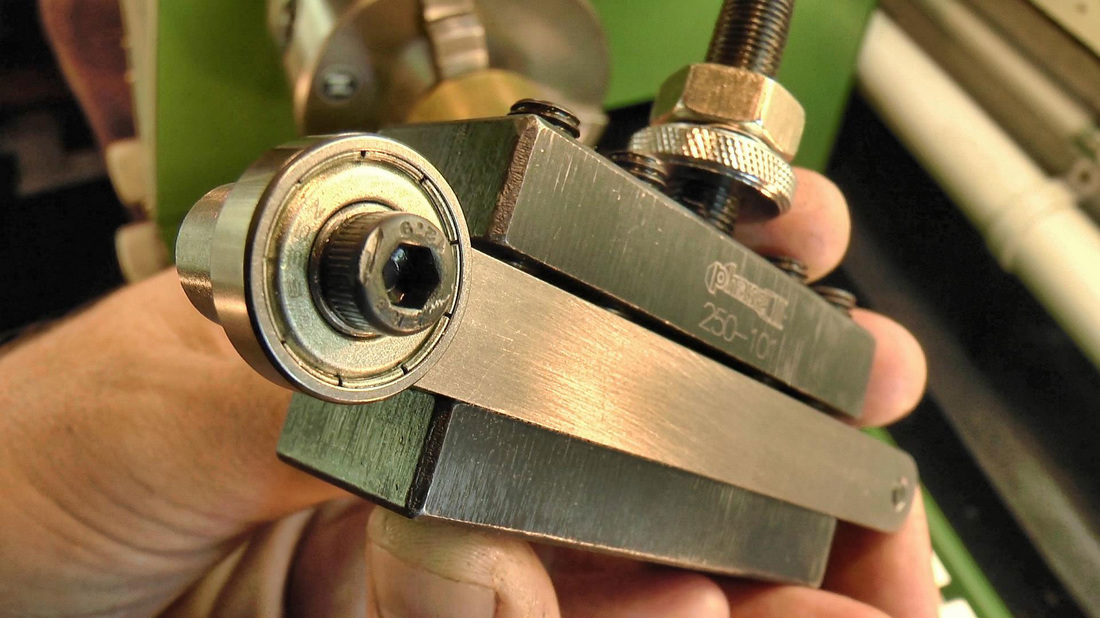
A section of square stock matching the tool bit size of your lathe is sourced, as well as 2 small roller bearings. The bearings are mounted at each end, using a socket head cap screw. The reason for making it double ended, is so that it can be permanently mounted in a QCTP tool holder, and then used from either the side or the front, depending on the work-piece you want to center. I rounded the ends of the stock in my version to make it look a bit more presentable, but that has no bearing on the functionality of the tool.
You can see this tool in action on the video for making the barrel of the Large Wheel Skeleton Clock.

|
|
